
面料色差成因及预防克服办法

所谓色差是指两种颜色的差异,即色调、饱和度和亮度三种综合因素之间的差异。从广义上讲,任何两种颜色之间的差异就称之为色差。在纺织品加工过程中,由于纺纱织造以及印染加工工艺的实施与质量控制不当,纺织品的不同部位或者各匹之间会存在色泽差异。
常见面料色差分类
染色制品所得色泽深浅不一,色光有差别。
1. 同批色差:同批产品中,一个色号的产品箱与箱之间、件与件之间、包与包之间、匹与匹之间、缸与缸之间有色差。
2. 同匹色差:同匹产品中的左、中、右色差(包括深浅边)最常见到的色差,按照色差排料可稍微调整色差的效果,但不能彻底根除色差;一卷面料前后色差,排料一般经向在2米内调整;正反面色差;
3. 不合色样:包括样本与产品的色差, 成交小样与产品的色差。
色差是染整厂常见疵病和多发性疵病之一,严重影响染色成品的质量。
面料色差原因各类织物的纤维组成不同,染色时采用的染料种类及工艺设备不同、加上染色加工中有不同的要求和特点,产生疵病的原因及表现就不一样。色差在外观表现上多种多样,但究其原因,主要有以下几种。
- 1 -染料在织物上先期分布不均匀
染料在固着之前,如果在织物各部位上分布不匀,固色后必然形成色差。造成这种现象的主要原因为:
- 织物因素:由于纤维性能不同或前处理退、煮、漂、丝不够匀透,使染前半制品渗透性不匀而引起对染料吸收程度的差异。
- 吸液因素:由于机械结构上的原因或操作不当,使织物各部位的带液率不一致,因而造成色差。轧辊压力不匀、加入染化料不匀等都会使织物吸收染料不匀。
- 预烘因素:在浸轧染液后预烘时,由于烘燥的速率和程度不一致,引起染料发生不同程度的泳移,使染料在织物上分布不匀。
- 2 -染料在织物上固着程度不同
尽管染料在织物上先期分布是均匀的,但在固着过程中,如果条件控制不当(如温度、时间、染化料浓度等),使织物上某些部位的染料没有得到充分固色,在后处理皂洗时即被去除,从而产生色差。
- 3 -染料色光发生变异
这种差异不是由于织物上染料分布不均匀造成的,而是由于某些原因引起织物上的部分染料的色光发生变化,一般有以下几种原因:
- 染前因素:半制品的白度不匀或pH值有较大差异,在染色后往往造成色光差异。
- 染色因素:例如分散染料热溶温度过高,使某些染料的色光变得萎暗;还原染料的过度还原,也会使色光有差异。
- 染后因素:在后整理过程中,如树脂整理、高温拉幅以及织物上PH值的不同等,都会引起染料色光有不同程度的变化。
- 皂洗:如皂洗不充分,会使发色不充足,色光不准。
克服方法
- 1 -改善轧辊的均匀性
采用普通轧车染色者,应将轧辊表面车磨成中间直径略微大、两端直径略小的橄榄形辊筒;合理选择橡胶轧辊的硬度。
- 2 -采用均匀轧车
生产单一品种、单一色泽的产品时、用橄榄形辊筒解决边中色差或左中有色差是一个可行的办法。然而在生产小批量、多品种、多色位品种时.则因为要考虑的因素较多,常需频繁调换辊简.故给使用过程带来麻烦。采用均匀轧车是解决边中色差、左中右色差的好办法。
- 3 -设备
选用合适设备,改善设备状态,使被染物在整个染色过程中能均匀上色。
- 4 -改善织物干燥的均匀性
织物进入热风烘燥机后,喷风口风速的大小和温度的高低对水分蒸发快慢的影响不同。凡风速大、温度高的区域,水分蒸发就快,从而使染液向蒸发快的区域泳移,造成色差。
加工厚类织物时,温度相差10℃以内对色差影响不大,而加工薄织物时,温差大于5℃就会有明显色差。
风速左中右相差4m/s 之内,对厚织物影响很小。而风速相差2m/s 时,薄织物就会有明显的色差。所以必须认真对待,严格调整好风速,并使布面温度及升温速度一致,使织物一致干燥,不致于造成色差。
热风部分采用横导辊穿布方式,对防止正反面色差比较有利。因为吹到织物两面的热风来自相同的风道。如果采用垂直穿布的热风烘干机,设备要改装,使上下风口的风量成风速可作适当的调节,有利于纠正色差。
烘筒烘燥机属接触性烘燥,与烘筒接触部位升温快,干燥快,也易造成泳移问题。所以,使织物先接触的供筒温度适当低一些,再逐步进入高温烘筒。这有利于减少产生色差的可能。
采用红外线予烘、微波烘干等方式,染制品内外能一致烘干。有利于避免泳移产生的色差。用红外线烘燥织物时,正反两面的红外线辐射必须力求均匀,红外线辐射器与织物的距离不能太近,以防烘燥过急,产生正反面色差。
另外,染前半制品的烘干要均匀一致,使半制品染色时吸液量一致,不能因半制品含水分不均匀造成吸收染化料不均匀而形成色差。
- 5 -染色时要合理选用染料
应尽量选择上染曲线相似的染料,以利于减少色差。染色所用染料要按产地、批号分开存放。要认真做好测试化验工作,对每批染料的色光做到心中有效,分批使用,防止产生色差。
- 6 -染色时加入匀染性助剂
如棉针织品投染时加入棉用匀染剂,有利于色差减少。涤/棉织物轧染时要在染液中加入适当的防泳移剂(例如在染液中添加海藻酸钠、聚丙烯酸衍生物等).这对防止泳移造成的色差具有一定效果。
- 7 -加强练原管理,为染色提供合格半制品
①坯布的纤维种类、质量、配比以及上浆情况对染色均有较大的影响。不同纺织厂的坯布,在相同染色工艺条件下加工所得的色泽往往深浅不一致,所以同一批染制品必须采用相同的坯布。
②前处理采用的设备不同,工艺条件不容易掌握一致,所得的半制品染色后色泽有差别。要按不同品种、不同设备调整工艺,使退、煮、漂、丝光匀透,保证练漂效果达到染制品的染色要求。
③需染前定形的织物定形要均匀一致,避免染色时因定形不匀产生色差。
④丝光后织物的pH值是前处理中影响色差最显著的因素之一。丝光后pH 值偏高不仅会造成烘干时织物泛黄,而且会使染料在高温碱性下发生色光变化而造成色差。
- 8 -染色工艺
染色工艺要合理,要针对不同染制品的特点、染化料的性能正确制定工艺,并在加工中保证工艺的稳定,使染色不产生色差。
- 9 -整理助剂
整理助剂在整理条件变化时对色光有不同的影响,后整理助剂选择要慎重,整理工艺条件控制必须严格一致,才能使色差现象得到避免。
色差评定
面料的色差检验非常重要,按表现形式分为卷与卷间的匹差,批与批间的缸差,同一卷内的头中尾差和边中边色差。按照生产工艺分为色纱批号不同产生的色差,漂白工艺产生的色差,缸染时间温度压力不同产生的色差,印花浆料不同产生的色差,织造时密度不同产生的色差,绣花线色不同产生的色差,这些色差可能单独存在也可能几种同时存在,取决于生产时使用的不同工艺。如果面料工厂不能把色差控制在一个范围内将给服装厂的裁剪带来很大的困难。
评定变色用灰色样卡使用标准GB250-1995(简称灰卡,等效于ISO105A021993和BSEN20105 A02:19950
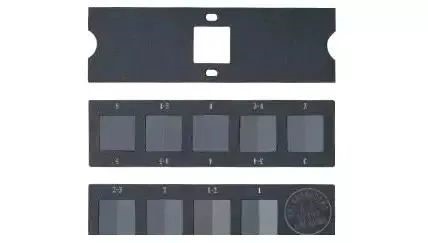
灰卡使用的方法
将纺织品原样和大货样各一块并列置于同一方面按同一方向紧靠,灰卡也靠近同一平面上。背景应是中性灰颜色,近似本灰卡1级和2级之间(近似蒙赛色卡N5)。如需避免背衬对纺织品外观的影响,可取原布二层或多层衬垫于原样和试后样之间的色差。
取样的方法:
在布匹检验过程中从每卷中取6寸到10寸宽的匹头样,检验员将使用这些匹头样来比较同卷内的色差或不同卷之间的色差。
对于不同的色差可接受的规定如下:
两个缸差匹差偏差灰卡4级以上是通常的商业接受水平(Commercial acceptance:2 Dye Lots above Grade 4)
卷与卷及批与批的色差不得低于灰卡4级,低于4级或缸差多于两个批报告里颜色一栏需记不符。
如果接受检验的面料与事先提供的确认样有偏差,大货中的相互缸差以及和样板间的偏差都需高于4级,低于4级或缸差多于两个批报告里颜色一栏需记做不符,但如果客人有规定则按照规定
同卷内边对边,边至中或布头布中布尾的色差不得低于灰卡4-5级。如果是5级,可不必注明,如果4-5级,可以接受但需在报告上注明;如果是4级或一下,则该卷布即为B等。头中尾色差需要在检验的过程中停机拿匹头样核对。如果客人有规定,则按照规定。
记录方法:
偏差在5,4-5,4级时可记做轻微不同(Slightly Lihgter,Darker,Brighter,Duller可接受)
偏差在3-4级可记做不同(Lighter,Darker,Brighter,Duller不可接受)
偏差在3,2-3,2,1-2,1级可记做明显不同(Noticeable Lighter,Darker,Brighter,Duller,不可接受)
色光不同时记做不同色光(DifferentColor Tone 接受与否取决于缸差的级数)
来源:聆听服装、百度文库,由色尚坊布博士整理编辑
注:凡转载本平台原创内容/整理编辑文章或直接引用本平台内容,请注明出处:检测(微信ID:testbbs),违者必究。
“凡本网注明“来源:XXX或摘自XXX(非本站)”的作品均转载自其它媒体,转载目的在于传递更多信息,因此,对于有损其所有人利益的内容、版权和其它问题需要同本网联系的,请尽快与我们联系,广州国际轻纺网将作妥善处理。”
热门专题
专题图库

广州大学美术与设计学院-2024中国(广东)大学生时装周

广东职业技术学院-2024中国(广东)大学生时装周

华南农业大学艺术学院-2024中国(广东)大学生时装周
广州市广播电视大学纺织服装分校 -2024中国(广东)大学生时装周
视频系列

2024大学生时装周宣传片

2021大学生时装周宣传片

2021大学生时装周指定面料商专题片

2020广州国际轻纺城杯片头




 Loading...
Loading...